Plant Management 101: Common Work Processes
by Michael Hurley, 3/3/2021 1 CommentsTags: Asset Performance Management Data Collection Data Validation Mechanical Integrity Process Safety Management Reliability Risk Management Training Work Process
This article deals with the dysfunctionality found in many refineries, chemical plants, and other production facilities. This can lead a facility to not reaching its value and reliability goals. One of the main reasons for this dysfunctionality is facility departments not using a common asset management work process.
Have you ever worked in a plant where no one talked to each other, especially from a departmental point of view? Why is that? One reason could be that as refineries, chemical plants, and other manufacturing facilities evolved their departmental work processes were created separately. We have all heard the saying, "let the experts do it" and that is what we did with the various departmental work processes. It was perfectly logical, we thought, that the head of the Engineering Department should create his own work process just like the heads of the:
- Reliability Department
- Maintenance Department
- Production/Operations Department
- Environmental, Health and Safety Department
The work processes we are talking about here are in regard to asset management. Why are we focused on asset management? Simple, correctly managing our assets are how we maximize value to us and the organization. Let's face it, the bottom line is that corporations are in business to make a profit as safely, environmentally friendly, and reliably as possible. As a corporation, we don't want to injure our employees, we don't want to cause environmental damage, but we want to produce a profitable product so that the company can remain a viable entity; meaning we all still have jobs.
So which asset types belong with each department? This can be a difficult question to answer. Very often, equipment types have become the responsibility of different departments at different times. What asset types are we talking about? Here is a high level list:
- Fixed equipment including pressure vessels, piping, and tanks.
- Rotating equipment including pumps, compressors, blowers, etc.
- Instruments and controls including temperature gauges, temperature switches, pressure gauges, pressure switches, vibration switches, valve actuators, VFDs, etc. as well as the PLC's and/or DCS's that control them.
- Electrical equipment including substations, motor control centers, etc.
- Process safety equipment including relief valves, rupture discs, vacuum vents, flame arrestors, etc.
Regardless of which Department they are assigned to, each one per the example above, has its own work process. This may work very efficiently inside the department, but it doesn't work so well when trying to manage all of the asset types as a whole to achieve a common goal. The point I'm making, is that with siloed departments, with their own work processes, and the lack of communication between those departments, barriers to achieving optimum asset value have been created.
Here at Asset Optimization Consultants (AOC) we see the world in terms of three things:
- People
- Process
- Technology
These three things have to work together in harmony to efficiently achieve any goal by any team. All three are important but it all begins with process. The term process here is defined as the work process being used to achieve the team's goal. Without having a common work process, we cannot buy or create a technology to facilitate it, and we can't train our people to carry it out. This common work process has to have targets to measure achievement and those targets must be understood by all plant personnel in every department. Therefore, let's re-calibrate our brains to think of a work process that can facilitate the achievement of those targets for a group of assets spanning the list above. This can be difficult to achieve because each of us thinks that our specialty is necessary and may be more critical than others.
Putting aside how to psychologically achieve this, let's look at a work process that most people will recognize and is common to the list of assets above. Due to the amount of detail on it, it follows on the next page.
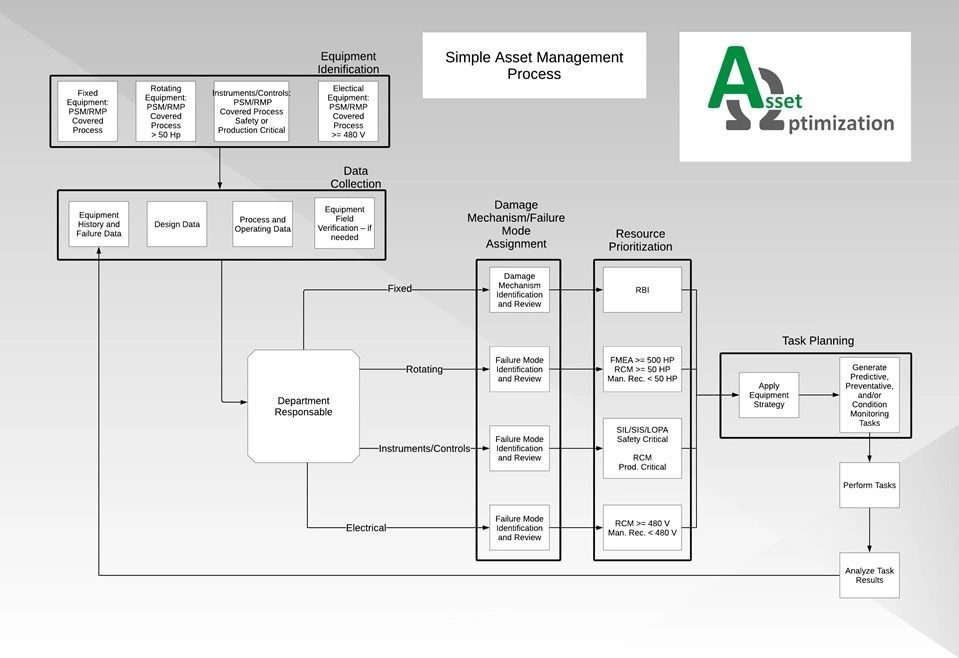
This work process is pretty simple. It really has about seven (7) steps:
- Equipment Identification
- Data Collection
- Damage Mechanism/Failure Mode Assignment
- Resource Prioritization
- Task Planning
- Perform Tasks
- Analyze Task Results
The realization is that these steps work for any and I repeat any equipment type. I won't go into the definitions of each of these steps since those of us who have worked in refineries, chemical plants, and other facilities already have common definitions for these and subsequent articles will deal with each individually. Once the owner/user has a common work process like this, then providing maximum asset value becomes possible. This means that pumps, valve actuators, pressure indicators, pressure relief devices, pressure vessels, etc. all go through this same work process in whichever department owns them.
I can hear facility managers and department heads all over the world groaning at this example. As a consultant when I have talked to facility management leadership teams, the response is that their requirements are too unique to blend with the other departments. This is obviously not true because most of them are running asset management software like SAP, Oracle, etc. They will also tell me that they have already implemented one of these software packages. My question, is did you define a common work process before you implemented the software packages or technology? We at AOC believe that the technology has to support and conform to the work process and that the people must be trained to it. Software is a technology, not a work process, and without the process it's useless or at least it's very inefficient.
So how do we get out of this mess we've created? Facility and company leadership teams need to do the following:
- Review and consolidate the various work processes for asset management that they have and come up with a common high level product with objectives and targets.
- Create screening criteria for all equipment types that should be managed through the process.
- Flowchart this high level common work process; including any details pertinent to its understanding.
- Create a list of requirements for any asset management software being used to facilitate the common work process.
- Compare this list to the technology being used to manage the assets.
- Revise the technology to fit the work process.
- Document in detail the accepted common work process along with its targets and goals.
- Train the people involved in executing the work process to it using the technology.
Steps 1 through 4 above are the hard work that should have been done prior to the consideration of any asset management software. Step 5 should be used to compare any asset management software while steps 6 through 8 should be used to facilitate the implementation or revision of the software. The good news is that starting this process even with software already implemented can be done. All it takes is starting at step 1.
I will look at each of the work process steps in subsequent articles. Let's continue the conversation! I am interested in your feedback. Please comment below or contact me directly to start the conversation.
Add your comment
Related Services
Asset Integrity Management for all asset families - Rotating, Electrical, Instrumentation, and Fixed Assets
Innovative technology that allows quick, efficient extraction of data into a knowledge-centric world
A maintenance system designed in which elements work together as a quality system for maximum returns
Related Tools
Create mechanical integrity (MI) program value rather than it being seen as a necessary cost to minimize.
How well do you know RBI? Take this short quiz to test your knowledge of the API 580 risk-based inspection (RBI) work process.
Is your plant's MI program compliant? Use our checklist to assess your current program against industry standards and receive expert recommendations for improvement.
Related Training
A high level overview introducing Mechanical Integrity and Risk Based Inspection
What impact does Risk Based Inspection (RBI) have on my organization?
Is your Risk Based Inspection (RBI) program aligned with the API 580 Recommended Practice? Are you ready for certification?
What's actually going on inside all of that fancy software? An introduction to the API 581 methodology.
A deep dive into quantitative Risk Based Inspection (RBI) as outlined in API 581.
Related Knowledge
Practical guide for implementing a Mechanical Integrity and RBI program for U.S. oil and gas wellfield, gathering, and midstream facilities. Aligns lifecycle asset management, inspection, and risk control with API standards, PHMSA pipeline rules, and OSHA PSM requirements.
Don’t let your RBI program become a "paperwork exercise." Learn how to distinguish between a qualified technical partner and a software-only contractor to ensure true operational safety.
What does a strong refining culture actually look like in practice? Explore seven key attributes, from technical authority to management presence, that transform culture into a powerful risk-control system.
A formal acceptable risk policy standardizes risk tolerance, assigns decision authority by risk level, and requires escalating approvals for higher risk, improving consistency, transparency, and resource prioritization while preventing unmanaged risk exposure.
Unified framework integrating MI, RCM, PHA, and SIL/SIS into one risk-based system using a common matrix, shared failure modes, and closed-loop feedback to align actions, prioritize resources, and ensure consistent, real-world risk reduction.
MOC fails not from lack of knowledge, but from conflict with operational pressures. Speed is rewarded over rigor, definitions are unclear, ownership is weak, and risk reviews become procedural, allowing changes, cumulative risk, and hazards to go unmanaged.
Safety-first organizations consistently outperform on reliability when priorities are truly enforced, not just stated.
Organizations that follow the spirit of risk-based inspection rather than its minimum requirements use a definable, structured, auditable process to confirm that an alternate inspection technique provides equal or better risk reduction than a baseline method.
A targeted AI platform using a centralized repository of global loss-of-containment events to identify failure patterns, improve RBI predictions, strengthen mechanical integrity, and provide continuously updated, data-driven risk recommendations.
A look at how RBI adds value whether you are just starting out or transitioning from a traditional methodology.
- 2018
- 2019
- 2020
- 2021
- 2024
- 2025
- 2026
Asset Optimization is the authority on asset integrity solutions that align your people, process, and technology with unmatched returns across your enterprise.
About AOC
Consulting Activities
Contact Us
United States
16000 Barkers Point LaneSuite 105
Houston, TX 77079
Phone: +1 (281) 909-7333
Email: info@aoccorp.com
Europe
CATCH Facility,Redwood Park Estate,
Stallingborough,
Grimsby, North East Lincolnshire,
DN41 8TH, United Kingdom
Phone: 00 44 (0) 1469 552875
Copyright © 2024 Asset Optimization Consultants, Inc. All Rights Reserved.
Comments