The Difference Between Safe Operating Limits (SOL) and Integrity Operating Windows (IOW)
by Lenin Elorza, 6/18/2018 5 CommentsTags: Integrity Operating Windows Mechanical Integrity Safe Operating Limits
An AOC consultant, a process engineer, and a reliability engineer discuss the differences between Safe Operating Limits, Standard Limits, and Integrity Operating Windows.
Is there any difference between Safe Operating Limits (SOL) and Integrity Operating Windows (IOW)?
Short answer is NO.
But let me tell you how all this started.
I was recently in a meeting where 2 engineers were talking about this topic. One of them was a process engineer, the other one was reliability engineer.
The process engineer was talking about the importance of defining a Technical Operating Envelope in their facility where they can easily identify the Safe Operating Limits (SOL) and standard limits. He indicated that the Technical Operating Envelope consists of the operating limits of a unit that specifies safe mechanical and process performance limits between minimum and maximum operating parameters.
He continued speaking and stated that a SOL is operating parameter, such as pressure, temperature or flow, that defines the limit to which equipment within the plant process can be safely operated. Deviating from the safe operating limit can result in immediate and severe consequences to health, safety and the environment.
On the other side of the table, the reliability engineer stated that from his point of view the most important items to be defined were the Integrity Operating Windows, both critical and standard. He clearly said that IOWs are derived from performing a corrosion hazard analysis. He also mentioned that IOWs are defined values for process variables that can affect the mechanical integrity of an asset if the operation deviates from the established limits for a predetermined length of time.
Both went back and forth on the validity and importance of the SOL and IOW critical. They both agreed on one fundamental topic: Process Engineering and Reliability Engineering personnel must report, investigate and take action on any SOL and IOW critical excursions.
At some point in the conversation, both looked at me and asked "What is your opinion on this matter?"
I said, "You both are correct on your statements."
They thought I was just joking and asked, "What do you mean?"
I replied that SOL and IOW critical are basically the same thing.
If you put an SOL chart and IOW critical chart together, they will look like this:
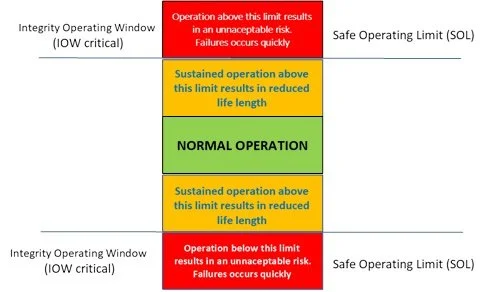
What most people consider "differences" between SOL and IOW critical is just the approach either Operations / Process Engineering / Reliability Engineering or Maintenance groups within an organization decide to manage.
In general, for Operations and Process Engineering, Safe Operating Limits (SOL) related to safety and asset performance. For Reliability Engineering and Maintenance, Integrity Operating Windows (IOW critical) are related to safety and asset life reduction.
Both looked at me and said, this is an Ah-Ha moment... They agreed that SOL and IOW critical are equivalents; what they initially viewed as differences were just a result of their different perspectives. The process engineer was looking at the overall function of the plant or unit and the reliability engineer was focused on the mechanical integrity of the asset or equipment. Same thing, just different perspectives!!
For more guidance or assistance with your own IOWs, Integrity Operating Window Development is one of the services that we offer here at AOC. Shoot us a note and we can help get you started with your next project.
Add your comment
Related Services
Key parameters and mitigating actions for variables that may dramatically affect the intended design life of your asset
A maintenance system designed in which elements work together as a quality system for maximum returns
AOC delivers the policies, procedures, work processes, knowledge and actions such as preventive maintenance, predictive maintenance, and condition monitoring tasks.
Related Tools
Create mechanical integrity (MI) program value rather than it being seen as a necessary cost to minimize.
Is your plant's MI program compliant? Use our checklist to assess your current program against industry standards and receive expert recommendations for improvement.
Related Training
A high level overview introducing Mechanical Integrity and Risk Based Inspection
How do I use GE APM to perform MI/RBI tasks?
What are your goals for RBI? How will you measure your success? How will you sustain that success?
How important are they?
Related Knowledge
Safety-first organizations consistently outperform on reliability when priorities are truly enforced, not just stated.
Practical guide for implementing a Mechanical Integrity and RBI program for U.S. oil and gas wellfield, gathering, and midstream facilities. Aligns lifecycle asset management, inspection, and risk control with API standards, PHMSA pipeline rules, and OSHA PSM requirements.
Don’t let your RBI program become a "paperwork exercise." Learn how to distinguish between a qualified technical partner and a software-only contractor to ensure true operational safety.
MOC fails not from lack of knowledge, but from conflict with operational pressures. Speed is rewarded over rigor, definitions are unclear, ownership is weak, and risk reviews become procedural, allowing changes, cumulative risk, and hazards to go unmanaged.
Organizations that follow the spirit of risk-based inspection rather than its minimum requirements use a definable, structured, auditable process to confirm that an alternate inspection technique provides equal or better risk reduction than a baseline method.
What does a strong refining culture actually look like in practice? Explore seven key attributes, from technical authority to management presence, that transform culture into a powerful risk-control system.
"Good inspection" is not defined by technical tools, but by a leadership choice to allow the truth about equipment condition to surface. Learn why management is the most critical variable in mechanical integrity.
Most PSM loss-of-containment events stem from execution failures, like deferred repairs and ignored inspections, rather than a lack of technical knowledge. Learn why organizational accountability is the key to preventing major accidents.
Is your inspection program reducing risk or just checking boxes? Learn why 100% coverage doesn't guarantee safety and how to shift your focus from activity to true assurance.
The U.S. refining industry recorded nine significant fires and explosions in 2025. While the count is low, incidents at Chevron and HF Sinclair highlight the critical need for robust mechanical integrity and process safety programs.
- 2018
- 2019
- 2020
- 2021
- 2024
- 2025
- 2026
Asset Optimization is the authority on asset integrity solutions that align your people, process, and technology with unmatched returns across your enterprise.
About AOC
Consulting Activities
Contact Us
United States
16000 Barkers Point LaneSuite 105
Houston, TX 77079
Phone: +1 (281) 909-7333
Email: info@aoccorp.com
Europe
CATCH Facility,Redwood Park Estate,
Stallingborough,
Grimsby, North East Lincolnshire,
DN41 8TH, United Kingdom
Phone: 00 44 (0) 1469 552875
Copyright © 2024 Asset Optimization Consultants, Inc. All Rights Reserved.
Comments